Resistance Welding – Process Mechanism, Working Principle, Heat Generation by Electrical Resistance, Material Joining Behavior, Electrode Pressure Effects, and Industrial Applications in Modern Manufacturing
Resistance welding is a vital metal-joining technology widely used in modern manufacturing because it does not require filler metals, flux, or additional consumables. Instead, it relies on controlled pressure and the heat generated by electrical resistance to fuse metal surfaces together. At its core, the process is based on a simple scientific principle: when an electric current passes through a material that resists the flow of electricity, heat is generated. Metals, particularly the regions where two workpieces touch each other, provide that resistance. When the heat rises high enough to soften or melt the metal and pressure is maintained at the same time, the surfaces bond and form a permanent joint. Because the heating is localized, rapid, and energy efficient, resistance welding has become indispensable in industries such as automotive manufacturing, aerospace fabrication, electronic assembly, appliance production, and structural sheet metal fabrication. The method produces welds quickly and consistently, making it ideal for mass production and automated welding systems.
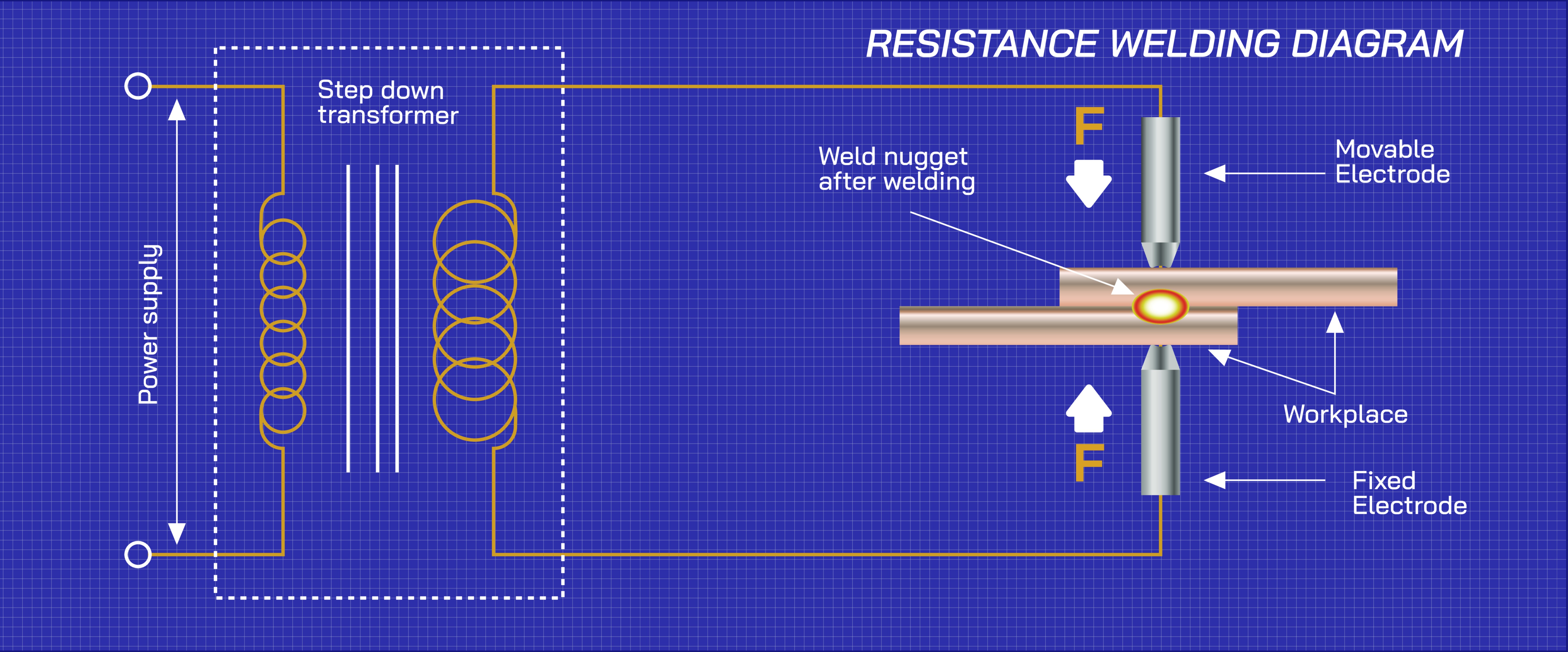
The working principle of resistance welding begins when two clean metal pieces are brought into contact and clamped between two electrodes made of highly conductive materials such as copper or copper alloys. These electrodes apply pressure to ensure proper mechanical contact while preventing the metals from separating or shifting during the welding cycle. Once the pressure is established, a high electrical current is passed for a very short duration — typically from a few milliseconds to a couple of seconds depending on the thickness and type of material. Because the metals conduct electricity less efficiently than the electrodes, and because their contact surfaces initially have microscopic irregularities and impurities, electrical resistance becomes concentrated exactly at the interface of the two workpieces. This causes intense localized heating, and the temperature rises quickly to the point where the metal softens or melts in a controlled region known as the weld nugget. After the current stops, the electrodes continue applying pressure while the molten metal cools and solidifies, creating a strong metallurgical bond.
Several physical factors determine how effectively resistance welding forms durable joints. One of the most critical factors is the magnitude of the current. Resistance welding uses an exceptionally high electric current — much higher than that used for household or standard industrial power — but delivers it for an extremely short time to avoid overheating the surrounding material. If the current is too low, insufficient heat is generated and the surfaces do not fuse properly, resulting in a weak weld. If the current is too high, the material may overheat, causing expulsion of molten metal, weld brittleness, or electrode damage. Another major factor is pressure applied by the electrodes. Pressure ensures intimate metal-to-metal contact, reduces unwanted surface resistance, and maintains joint stability. Without proper pressure, heat distribution becomes irregular and defects such as porosity, cracks, or incomplete fusion may appear. A third factor is welding time. Even with correct current and pressure, the length of time the current flows must be precisely controlled so that only the correct amount of heat is generated. Shorter times may not fully melt the interface, while longer times may enlarge the weld excessively or deform the workpiece.
Material behavior also plays an important role in resistance welding. The process works best on electrically conductive metals such as low-carbon steel, stainless steel, aluminum, nickel alloys, and titanium, although exact process conditions vary for different metals. Carbon steels are especially suitable because they heat predictably and solidify with strong metallurgical bonding. Aluminum requires much higher current because of its high thermal conductivity and low electrical resistivity. Stainless steel demands careful heat control to avoid overheating and loss of corrosion resistance. For galvanized or coated sheets, the coating must be accounted for during parameter selection because coatings change surface resistance and affect heat distribution. This sensitivity to material characteristics explains why resistance welding equipment is often paired with computerized monitoring and control systems that adjust current, pressure, and timing precisely for each weld.
Despite different configurations, all resistance welding techniques rely on the same working principle — heat generated at the joint through electrical resistance while mechanical pressure maintains intimate contact. The most widely used configuration is spot welding, in which two overlapping sheets are clamped between circular electrodes and a weld nugget forms at the point of contact. Spot welding has become famous for its rapid speed and reliability and is used extensively in automotive body production, where thousands of welds may be required on a single vehicle. Another method is seam welding, which joins two metal pieces through a continuous series of overlapping weld spots produced by rotating wheel-shaped electrodes. Seam welds create a liquid-tight and gas-tight bond, making them ideal for tanks, fuel containers, radiators, and sealed tubes. A third method, projection welding, uses raised features or projections on the workpiece to concentrate heat at specific points when the current is applied. This allows multiple welds to be formed in a single operation and is frequently used for attaching fasteners, nuts, threaded inserts, brackets, and reinforcement hardware to sheet metal components.
Resistance welding’s benefits extend beyond efficiency and speed. Because the process does not require filler material, welding fumes, or shielding gases, it is cleaner than many fusion welding methods. The absence of an open arc or flame improves operator safety and greatly simplifies automation. Welding repetition in high-volume settings becomes extremely predictable because weld quality depends largely on controlled parameters rather than human dexterity. For this reason, resistance welding systems are heavily integrated into robotic production lines. The process is also energy efficient because heat is concentrated only where it is required instead of heating an entire workpiece. Another advantage is that resistance welding is well suited for thin metals — something that many high-heat welding methods struggle with. Sheet metal suppliers, automotive manufacturers, appliance industries, and electronic fabricators rely on resistance welding specifically because it can fuse thin materials rapidly without excessive distortion.
However, resistance welding requires attention to certain challenges. Since the process depends on surface contact, the cleanliness of the metal surfaces is crucial. Oil, dirt, paint, rust, or oxidation can increase contact resistance unpredictably, leading to overheating or weak fusion. Electrode surfaces also degrade over time due to heat and pressure, which can alter current flow and weld quality if not maintained. Electrode cooling is critical — internal water-cooling passages are employed to prevent overheating and maintain mechanical strength. Proper alignment of the sheets and electrodes ensures consistent contact and prevents expulsion or misaligned nuggets. Additionally, because resistance welding is inherently localized, it may not be ideal for joints requiring long continuous seams unless seam welding equipment is used. The geometry of the workpieces must also allow electrode access; very thick materials or complex weld locations may require alternative welding methods.
Resistance welding stands as a foundational technology in manufacturing not only because of its rapid operation but because it embodies a balance of electrical, thermal, and mechanical principles working together. The heat generated by resistance softens the metal exactly where needed. The pressure applied by the electrodes ensures proper consolidation while maintaining physical stability. The short time cycle limits distortion and preserves the properties of surrounding material. Every weld becomes a precise and repeatable event guided by scientific laws, and once the correct parameters are developed for a component, they can be reproduced millions of times with reliable results.
Ultimately, the resistance welding process illustrates how a simple physical principle — electrical resistance creating heat — can be transformed into a powerful industrial tool capable of shaping vehicles, appliances, machinery, structural components, and consumer goods. It demonstrates how precise control of current, time, and pressure can convert energy into metallurgical bonding without flames, filler, or gas shielding. Whether in handheld workshop equipment or massive robotic production cells, resistance welding remains indispensable because it joins metals in the fastest, cleanest, and most economical way for countless applications. Understanding its working principle and behavior not only deepens knowledge of modern fabrication but also highlights how science and engineering transform fundamental physics into practical technology that supports world-scale manufacturing.