V-Groove Single and Double Welds — Metal Joint Design
V-groove welding stands as one of the most important joint preparation methods in structural fabrication, heavy engineering, pipeline construction, pressure vessel assembly, and general metalworking, because it allows welders to achieve full-penetration joints that offer strength, durability, and reliability under demanding mechanical or thermal conditions. Although the basic idea of a V-groove joint may seem simple—beveling the edges of metal plates so they form a V shape before welding—the engineering considerations behind this design extend far deeper. An effective V-groove joint requires careful control of the bevel angle, root opening, land thickness, alignment, heat input, filler metal volume, and welding sequence. These variables become even more significant when comparing the single V-groove weld and the double V-groove weld, each of which is chosen based on plate thickness, accessibility, cost efficiency, thermal distortion control, and structural requirements. Understanding these two foundational joint designs reveals not only the geometry of the welds but the metallurgical, mechanical, and fabrication principles that determine their performance in real-world applications.
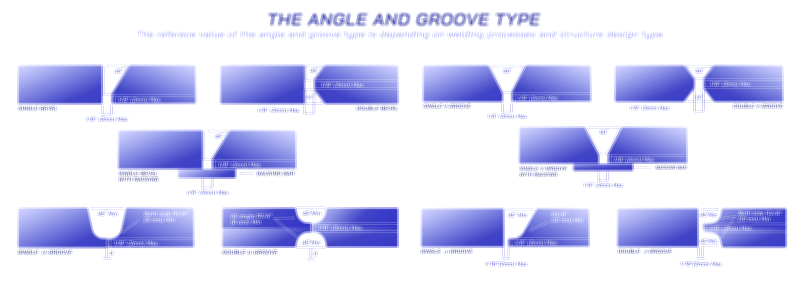
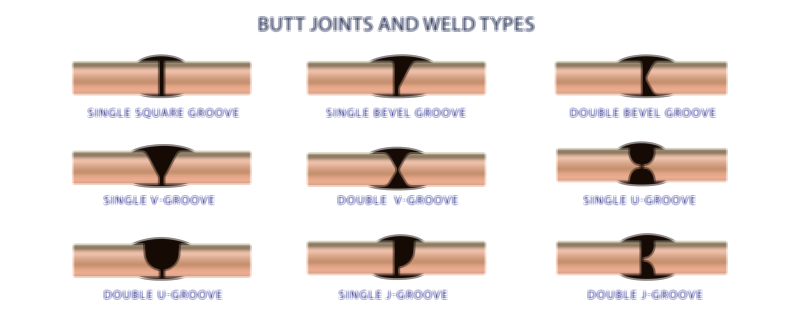
A single V-groove weld is formed by beveling one side of each plate edge so that when the edges meet, they create a V-shaped cavity. The bevel angles generally range between 30° and 45° depending on code specifications, material type, and welding process. The included angle must be wide enough to provide clearance for the welding electrode or torch while ensuring deep penetration into the root area. The root opening—the small gap left at the bottom of the V—is equally important because it allows complete fusion at the root. With too small a gap, the root may not fuse properly; with too large a gap, excessive filler metal becomes required. Once the joint is prepared, welding begins at the root pass and continues upward, filling the groove layer by layer until it becomes flush with or slightly above the plate surface.
Single V-groove joints are widely used for plate thicknesses ranging from thin to moderately thick materials—commonly up to around 20–25 mm, depending on the specific project requirements. Their popularity stems from their relative simplicity, faster preparation, and suitability for situations where welding access is available from only one side. This configuration is common in structural beams, fabrication frames, bridge elements, and field installations where backside access is limited. Despite the simplicity, a single V weld requires precise technique to control penetration, avoid lack-of-fusion defects, and manage heat input. Because the groove widens toward the top, deposition volume increases through the fill passes, requiring the welder to control the weld puddle, travel speed, and interpass temperature to prevent distortion, cracking, or inclusions.
One of the fundamental engineering limitations of the single V-groove design is the large amount of filler metal required when welding thick sections. The wide V shape necessitates significant deposition, increasing labor time, consumable usage, and heat input. High heat levels can cause angular distortion, especially since all welding occurs on one side of the joint. Plates may pull towards the welded side as the weld cools and contracts, requiring corrective measures such as pre-bending, clamping, or post-weld straightening. Additionally, the deeper the groove, the more challenging it becomes to maintain full penetration and uniform fusion near the root zone. For thick materials, relying solely on a single V configuration may be inefficient, costly, or insufficiently stable.
These limitations often lead fabricators to choose the double V-groove weld, a joint design created by beveling both sides of the workpieces so that the cross-section resembles two opposing V shapes meeting at the mid-thickness of the material. The result is a symmetric hourglass-shaped groove. This design significantly reduces the total groove volume—and therefore the amount of filler metal needed—because each V is shallower than a single large V. For thick plates, this reduction becomes substantial, offering major advantages in efficiency, heat control, and structural performance. Instead of filling a deep groove from one side, the welder alternately welds from both sides, distributing the heat evenly and building up the joint with alternating passes.
A key benefit of the double V-groove weld is distortion control. When welding from only one side, shrinkage forces pull the plates unevenly, causing angular distortion. By welding from both sides, these forces are balanced. Each side counteracts the distortion tendencies of the other, helping maintain accurate alignment and reducing the need for corrective measures. This symmetrical welding approach is particularly valuable in large structural elements, pressure-bearing components, and applications with tight tolerance requirements. For example, bridge deck plates, pressure vessel shells, heavy machine frames, and large pipeline sections benefit from the inherent balance provided by a double-sided weld.
Double V-groove welds also offer improved mechanical performance, especially in cases requiring high fatigue resistance, full load transfer through the weld, or stringent nondestructive testing acceptance criteria. Welding from both sides promotes full penetration and allows welders to correct internal defects. After welding the first side, the opposite side can be back-gouged or ground to remove any incomplete penetration, slag pockets, or inconsistencies, ensuring the second-side root pass bonds cleanly. This method reduces internal discontinuities and enhances weld integrity. For critical applications such as pressure vessels, load-bearing columns, high-pressure pipelines, and dynamic structural systems, this advantage is significant, helping achieve welds that meet strict engineering standards and inspection requirements.
However, the double V-groove design is not without challenges. It requires access to both sides of the joint, which is not always possible in field installations, confined spaces, or heavy assemblies that cannot be repositioned. Preparation time increases because both sides must be beveled, aligned, and cleaned. Welding becomes more complex because welders must follow a deliberate sequence—typically welding part of one side, flipping or accessing the opposite side, welding that side, and alternating passes until the joint is fully filled. This sequence must be managed carefully to minimize internal stresses and prevent weld defects. The process often requires skilled welders and controlled shop environments that support accurate positioning, back-gouging, and precise heat management.
The choice between single and double V-groove joints also depends heavily on the welding process used. For example, high-penetration processes such as Submerged Arc Welding (SAW) or certain GMAW modes can reduce bevel angles in a single V, making the joint more efficient. Gas Tungsten Arc Welding (GTAW), known for precision and cleanliness, is often used for root passes in both configurations before switching to SMAW, GMAW, or FCAW for fill passes. In contrast, processes with lower penetration may require larger bevel angles or a double V design to ensure complete fusion. Welding codes such as AWS D1.1, ASME Section IX, and ISO standards specify acceptable groove dimensions, root gaps, and bevel angles based on material type and processes used, reinforcing how joint preparation interacts with welding technology.
From a metallurgical perspective, V-groove design influences grain structure, cooling rates, heat-affected zone (HAZ) properties, and internal stress formation. A single V joint, with heat applied from one direction, may develop an asymmetrical HAZ or stress gradient. A double V joint, with balanced heat application, tends to produce a more uniform microstructure across the weld thickness. These differences affect toughness, fatigue resistance, crack propagation tendencies, and long-term structural behavior under dynamic loads. In high-performance applications—such as cranes, rail infrastructure, storage tanks, and offshore structures—engineers often prefer double V-groove joints for improved structural reliability.
Inspection and quality assurance also reflect differences between the two designs. Single V joints are more prone to internal discontinuities that remain hidden once the weld is filled. Ultrasonic testing or radiography may detect these flaws, but access to correct them is limited. With double V joints, back-gouging provides opportunities to eliminate root defects before completing the weld, resulting in a cleaner and more predictable joint. This advantage aligns with regulations in industries where full penetration and defect-free welds are mandatory.
Ultimately, comparing single and double V-groove welds illustrates how joint geometry shapes welding performance, cost efficiency, material usage, structural behavior, and long-term durability. A single V-groove weld excels in ease of preparation, speed, and practicality for medium-thickness plates or when backside access is unavailable. A double V-groove weld excels in welding thick materials while minimizing filler metal, reducing distortion, improving mechanical balance, and supporting superior inspection and correction capabilities. Both designs embody the fundamental engineering principle that a well-prepared joint is essential for a strong, reliable, and high-performing weld. Each configuration has its specific ideal use cases, and selecting the right one requires understanding material thickness, accessibility, performance requirements, welding process capabilities, and operational constraints.
Through careful application of single and double V-groove joint designs, welders and engineers create strong, durable connections that support bridges, pipelines, buildings, machinery, pressure vessels, and countless industrial structures—demonstrating how a simple geometric choice becomes a cornerstone of structural integrity and engineering excellence.