Single and Double V-Groove Welds — Welding Joint Configuration
V-groove welding remains one of the most essential joint preparation methods in metal fabrication, structural engineering, pressure vessel construction, pipeline work, and heavy industry because it enables full-penetration welds that deliver exceptional strength, structural reliability, and long-term performance. Within this family of joint configurations, the single V-groove weld and the double V-groove weld hold a foundational place, each suited to different applications depending on material thickness, accessibility, distortion control needs, filler metal requirements, and project specifications. Understanding these two designs is crucial for welders, inspectors, and engineers because the geometry of the groove determines not only how the weld is executed but also how the welded structure behaves under load, thermal cycles, environmental stresses, and long-term service. When examining single and double V-groove welds, it becomes clear that they are not merely different shapes but distinct engineering strategies for achieving reliable, robust joints in metal construction.
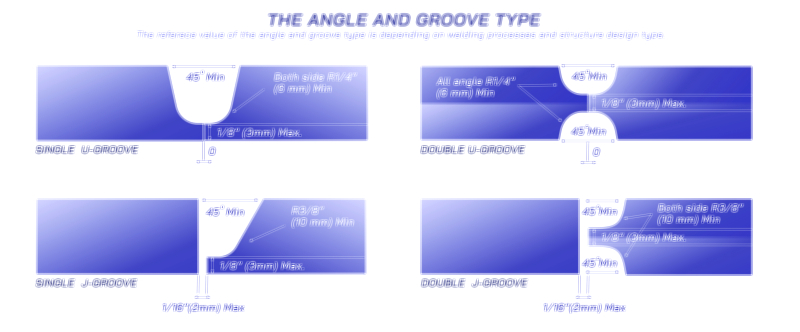
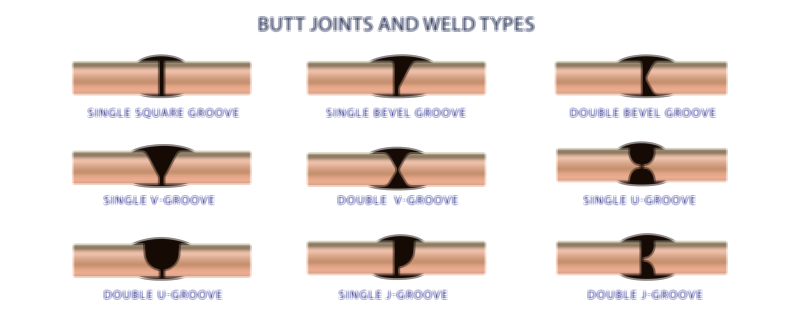
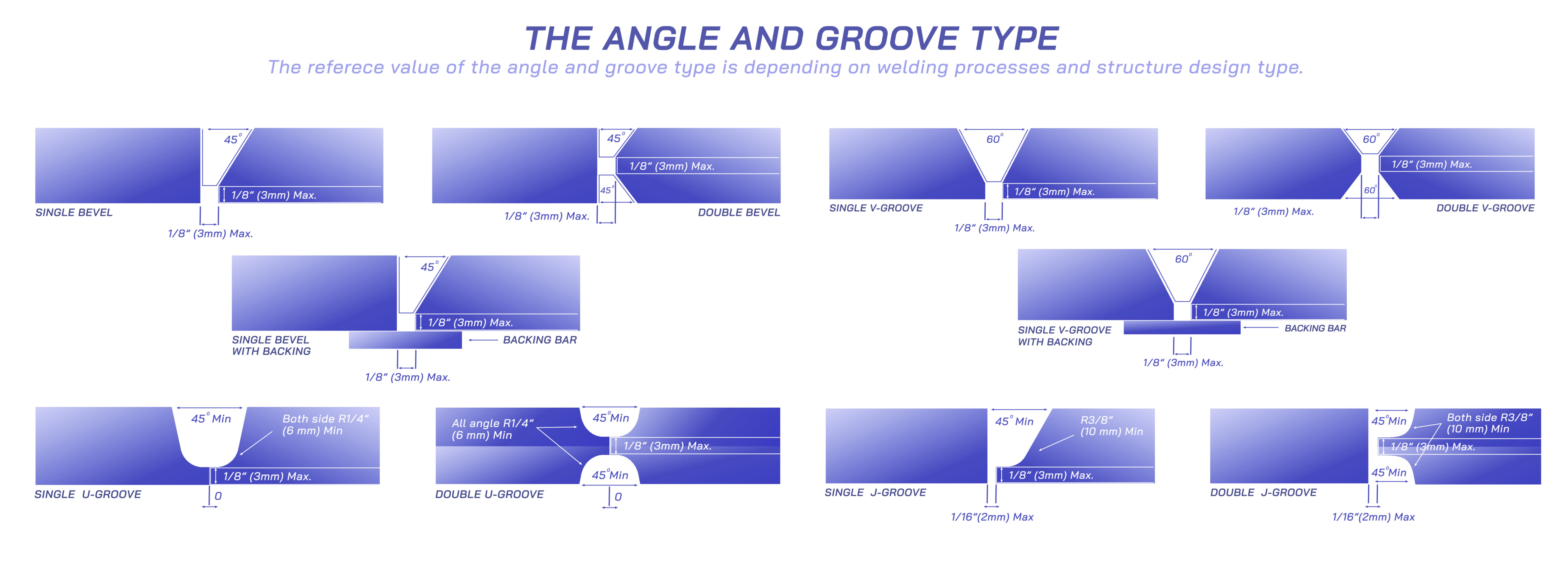
A single V-groove weld is created by beveling only one side of each plate edge so that the bevels face each other and form a V-shaped cavity when the plates are aligned. This groove typically incorporates a bevel angle ranging from 30° to 45°, depending on the code, the welding process, and the base metal. The bevel angle must be large enough to allow the welding electrode or torch to access the root area but not so wide that it requires an excessive amount of filler metal. A root opening is intentionally maintained between the plates, usually a few millimeters, allowing the arc to reach the bottom of the groove and ensure complete penetration. The land, or root face, also influences weld quality by controlling how easily the root melts and fuses. Once the groove is prepared, welding begins with a root pass, followed by multiple fill and cap passes until the groove is completely filled.
Single V-groove welds are ideal for medium-thickness plates and one-sided access situations, which are common in field installations, shipbuilding, building frames, and structural components. Their widespread use comes from the ease of preparation, reduced machining requirements, and the practicality of welding from only one side. However, the single-sided nature of the weld can introduce challenges. The deeper the plate thickness, the more filler metal the V-groove demands. This significantly increases heat input, which influences cooling rates, microstructure, and residual stress formation. Excessive heat leads to angular distortion, because the weld shrinks toward the side being welded, pulling the plates inward. Managing this distortion requires clamps, fixtures, controlled welding sequences, or pre-bending techniques. In addition, ensuring proper fusion at the root is critical because any defect at the bottom of the V remains trapped once additional layers are deposited. Welders must maintain proper heat control, travel speed, and manipulation to prevent incomplete penetration, slag inclusions, or lack of fusion.
As plate thickness increases, the limitations of the single V-groove design become more apparent. When working with thick sections—commonly beyond 20–25 mm—the volume of the groove becomes large enough that filling it from one side becomes inefficient, time-consuming, and structurally unbalanced. In these cases, fabricators and engineers often turn to the double V-groove weld, a configuration prepared by beveling both sides of the plate edges. The resulting geometry resembles two opposing V grooves meeting at the plate’s mid-thickness. Instead of depositing all filler metal from one side, the welder alternates between the two sides, distributing heat and material more evenly.
The double V design introduces several engineering advantages, the most significant of which is reduced filler metal consumption. Because each V is shallower than a full single V, the total volume of groove space is significantly smaller. This reduction saves filler material, decreases welding time, and minimizes heat buildup. Lower heat input in turn reduces thermal distortion. The symmetrical welding approach inherent to the double V configuration provides excellent distortion control, a major advantage when working with thick materials or components requiring tight dimensional tolerances. With welding performed on both sides, shrinkage forces balance more effectively, reducing angular deformation and helping the plates remain aligned as the weld cools. For structures where precision is essential—such as bridge girders, crane components, pressure vessel shells, and heavy machine frames—this balanced approach becomes indispensable.
Double V-groove welds also excel in achieving superior mechanical properties. Because both sides of the joint are accessible, welders can use back-gouging or grinding to remove any imperfections from the first side’s root pass before welding the second side. This ensures a clean, defect-free joint at the root, which is crucial in high-stress applications where the weld must withstand dynamic loads, pressure fluctuations, or fatigue cycles. The ability to access and clean the back side of the weld dramatically reduces the likelihood of slag entrapment, internal porosity, incomplete fusion, or lack-of-penetration defects. This improves the joint’s internal soundness, making the double V-groove suitable for applications governed by strict nondestructive testing (NDT) requirements such as radiography or ultrasonic inspection.
However, the double V-groove design is viable only when access to both sides of the joint is possible, which may not be feasible in confined spaces, heavy fixed structures, or certain pipeline installations. In addition, preparing bevels on both sides requires more machining time and setup effort. The welding sequence also becomes more complex, involving alternation between sides to maintain heat balance. Although these challenges demand more planning and skill, the improved weld quality, reduced filler consumption, and balanced heat input often justify the additional preparation time.
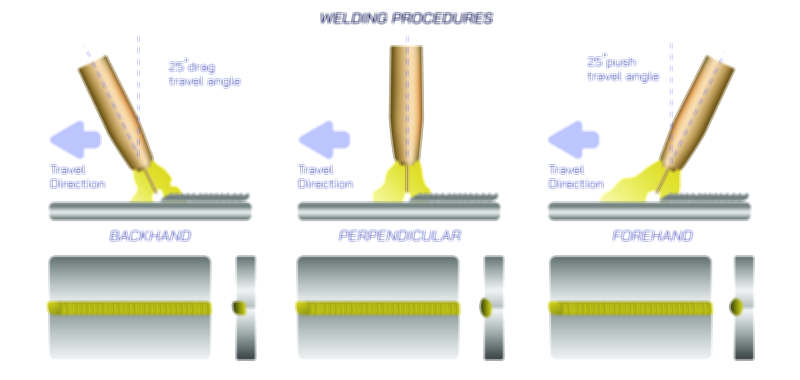
The choice between single and double V-groove welds is closely tied to the welding process in use. High-deposition or deep-penetration processes such as Submerged Arc Welding (SAW) or optimized GMAW techniques may allow narrower bevels in a single V joint, improving efficiency. Precision processes like GTAW are often used for the initial root pass in both joint types due to their controlled heat input and superior fusion quality. In contrast, SMAW and FCAW provide strong mechanical properties for fill passes but may require larger included angles to ensure access and penetration. Each process interacts differently with groove geometry, influencing bevel angles, root face dimensions, and root gap requirements. Welding codes such as AWS D1.1, ASME Section IX, and ISO structural welding standards provide guidelines for acceptable groove configurations, reinforcing the importance of aligning joint design with welding procedures.
Metallurgically, V-groove joints affect grain growth, HAZ properties, cooling rates, and stress distribution. A single V-groove weld, with heat concentrated on one side, may develop uneven microstructures or residual stresses across the joint thickness. A double V-groove, by distributing heat more symmetrically, produces more uniform grain structures and reduces the potential for crack initiation. In applications where toughness, fatigue resistance, or high-pressure performance is critical, the internal symmetry of the double V joint often leads to improved longevity and safer operation.
Quality control practices also reflect the influence of joint design. Single V-grooves, especially on thick plates, may conceal internal flaws that remain uncorrected once filled. Double V-grooves allow direct intervention through back-gouging, enabling welders to remove defects before completing the weld. This improves the reliability of nondestructive test results and supports code compliance where full penetration and defect-free welds are mandatory.
From an engineering perspective, the comparison between single and double V-groove welding underscores the interplay between joint geometry, heat flow, weld soundness, structural behavior, and fabrication efficiency. A single V-groove weld is often chosen for thinner to medium plates, limited access situations, or simpler fabrication tasks where distortion can be controlled and filler consumption remains manageable. In contrast, a double V-groove weld becomes the preferred solution for thicker materials, high-performance applications, and structural components requiring balanced stress distribution, improved internal soundness, reduced distortion, and efficient filler usage.
Ultimately, the decision between single and double V-groove configurations shapes not just how a weld is made but how the entire structure will behave throughout its service life. By understanding the nuances of each configuration, fabricators and engineers can select the most appropriate joint design to achieve optimal performance, durability, and precision in welded structures across industries.