Single and Double V-Groove Welding — Joint Preparation and Design
Single and double V-groove welding represent two of the most essential joint configurations used in structural fabrication, pipeline construction, shipbuilding, bridge work, mechanical engineering, and pressure vessel manufacturing. Although the external appearance of a V-shaped bevel may seem simple, the underlying engineering logic, metallurgical considerations, heat-flow behavior, structural performance, and weld integrity requirements reveal a deeply interconnected system of preparation, execution, and design. Every successful weld depends first on how the joint is prepared, because the geometry of the groove determines how heat penetrates, how filler metal distributes, how the root fuses, how distortion forms, and how the finished structure behaves under stress. Single and double V-groove designs are two solutions to the same challenge: achieving reliable full-penetration welds that maintain strength, minimize defects, and perform well over the lifetime of the structure. Their differences lie not only in shape but in efficiency, accessibility, cost, application, and the mechanical expectations placed upon the final weld.
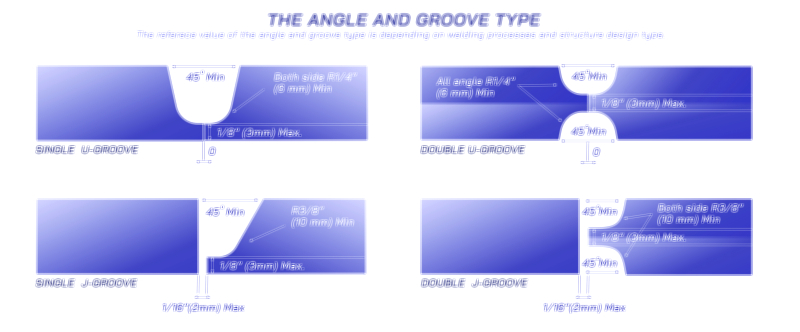
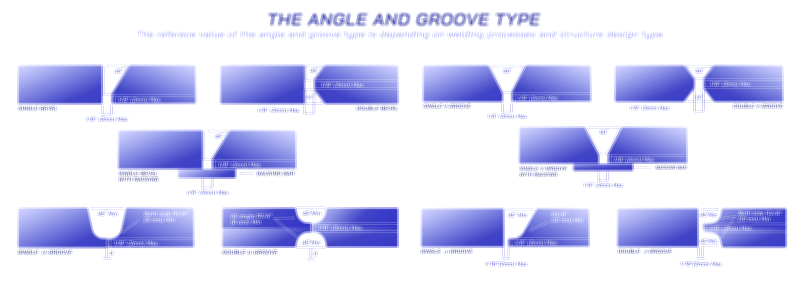
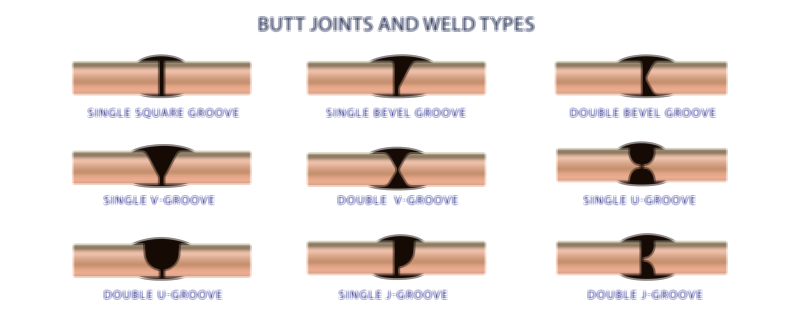
A single V-groove is created when only one side of each plate edge is beveled, forming a clean, open V shape when the plates are positioned together. The bevel angle is typically between 30° and 45°, depending on the welding code, plate thickness, and welding process. This angle must be large enough to provide arc access to the root while preventing excessive groove width that wastes filler metal. The root opening, which appears as a small controlled gap between the plates, is carefully set to ensure full root penetration. Root face thickness influences how the molten pool behaves in the earliest pass, preventing burn-through while still allowing the root to fuse properly. Once preparation is complete, the welder begins with a root pass, often using a process such as GTAW or SMAW, followed by multiple fill passes and a finishing cap pass.
Single V-groove welding is widely used on medium-thickness plates, particularly when only one side of the joint is accessible. This is common in field installations, structural beams, building connections, equipment frames, and parts of ships and storage tanks. From a fabrication standpoint, preparing just one side reduces beveling time and simplifies setup. However, the design brings several challenges that require skill and engineering awareness. As plate thickness increases, the amount of filler metal needed grows significantly. Filling a deep V shape from a single side demands considerable deposition time and results in high heat input. When heat is concentrated on one side of the joint, the welded plates contract as the weld cools, producing angular distortion. This distortion can cause misalignment, bending, and warping. Controlling it may involve clamping, tack weld sequencing, presetting the plates, or adjusting travel speed and interpass temperatures.
Another difficulty lies in ensuring complete root fusion. Because all welding occurs from one direction, the welder must carefully manipulate the puddle, maintain correct penetration, and avoid leaving voids or lack-of-fusion defects at the bottom of the groove. Any imperfections in the root become trapped once additional weld layers are added, making inspection and repair difficult. As a result, single V-groove welds demand disciplined technique and often require highly skilled welders when performed on critical structures or thicker materials.
As materials become thicker, a double V-groove joint becomes a more efficient and structurally balanced option. In this configuration, both sides of the plate edges are beveled, creating two opposing V shapes that meet at the mid-thickness of the plate. The resulting joint resembles an hourglass shape when viewed in cross section. This design reduces weld volume significantly because each V is shallower than a full single V. The joint is welded from both sides, typically beginning with a root pass on one side, then back-gouging or grinding the opposite face to remove any imperfections before welding the second side.
One of the most important advantages of the double V design is filler metal efficiency. In thick plates, a single V groove may require large amounts of filler to completely fill the joint. The double V reduces the volume of molten metal required, saving time, labor, and consumables. Because welding is done from both sides, heat input becomes more balanced, minimizing residual stresses inside the joint. This balance greatly reduces distortion, a crucial benefit in large-scale fabrications such as bridge decks, heavy machinery components, pressure vessels, and industrial frames where dimensional accuracy is essential.
Double V-groove welding also promotes superior weld integrity. After welding the first side, the opposite side can be cleaned, back-gouged, or ground to remove any slag, oxidation, or incomplete penetration. This allows the welder to deposit the second root pass onto a fully prepared surface, increasing reliability in high-pressure or high-stress environments. Because both sides can be accessed, ultrasonically inspected, and corrected before final welding, double V joints exhibit fewer internal defects, improved fusion quality, and better fatigue resistance. These benefits make the configuration ideal for pipelines, boilers, vessels, structural columns, and critical infrastructure subject to vibration, cyclic loads, or pressure variations.
However, the double V-groove configuration requires that both sides of the joint be physically accessible, which is not always possible in fieldwork, confined spaces, or fixed installations. The joint preparation process becomes more complex, involving beveling operations on both sides and ensuring perfect alignment. The welding sequence must be precisely managed to maintain symmetry. These factors require more planning, more technical precision, and often more experienced welders, but the benefits usually outweigh the added preparation when thick or critical materials are involved.
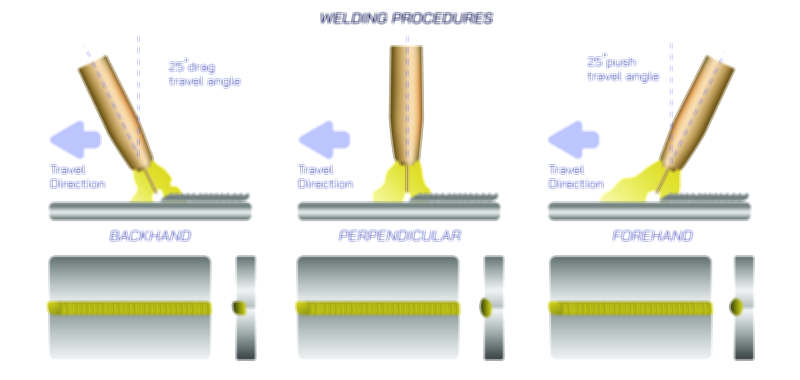
The selection between single and double V-groove joints is deeply influenced by the welding process being used. Processes with deep penetration profiles—such as Submerged Arc Welding (SAW) or certain GMAW modes—may reduce bevel angles in a single V, improving efficiency. Meanwhile, precision processes like GTAW are commonly used for root passes in both configurations because they offer excellent control, low spatter, and reliable root fusion. SMAW, GMAW, and FCAW are frequently used for fill passes depending on deposition rate requirements. Different processes require different groove dimensions because each arc produces unique penetration characteristics, heat distribution patterns, and puddle behaviors. Welding codes, including AWS, ASME, and ISO standards, dictate acceptable groove geometries for different materials and thicknesses, ensuring welds meet performance and safety requirements.
From a metallurgical perspective, the geometry of the joint influences grain structure, cooling rates, hardness in the heat-affected zone, and residual stresses. A single V-groove tends to produce asymmetric heat patterns, which may concentrate stresses on one side of the joint. A double V-groove distributes thermal energy more evenly, promoting a more uniform microstructure across the weld. This equilibrium enhances the weld’s durability and crack resistance, particularly in high-tensile or cyclic loading conditions. In many heavy engineering applications, the metallurgical advantages of the double V-groove contribute significantly to the structure’s long-term reliability.
Inspection techniques further underscore the importance of joint selection. Single V-groove welds offer fewer opportunities for correcting internal imperfections because the root becomes inaccessible after the groove is filled. Non-destructive testing such as ultrasonic or radiographic inspection can detect flaws but cannot facilitate correction unless the weld is completely removed. Double V-groove welds, by contrast, allow direct access for back-gouging and reworking after the first side is welded, leading to cleaner internal weld profiles and higher certainty of full penetration. This makes double V configurations preferable for pressure-bearing, high-risk, or safety-critical components.
In practice, choosing between single and double V-groove welds depends on balancing thickness, location, cost, access, mechanical requirements, welding process capabilities, distortion tolerance, inspection needs, and project deadlines. Single V-grooves provide simplicity and accessibility when only one side can be welded or when materials are not overly thick. Double V-grooves deliver superior structure, reduced filler usage, minimized distortion, and enhanced weld quality when both sides are accessible and the joint must meet demanding performance expectations.
Ultimately, single and double V-groove welding represent more than two geometric shapes—they embody two strategic engineering solutions for achieving strong, durable metal joints. Their design reflects the interplay between heat flow, material behavior, structural requirements, and the physical realities of fabrication environments. Whether used in a small workshop or a massive industrial project, these configurations remain central to the science and craft of welding, shaping the integrity and safety of metal structures across countless industries worldwide.