Types of Adhesive Joints for Carrying Shear Loads — Engineering Design
Adhesive joints designed for carrying shear loads occupy an essential place within modern engineering design, supporting applications across aerospace structures, automotive manufacturing, civil engineering connections, mechanical devices, marine assemblies, electronics, and countless industrial components where metals, polymers, composites, ceramics, or hybrid materials must be bonded without mechanical fasteners. Unlike traditional joining methods such as bolts, rivets, or welds, adhesive joints distribute stresses more evenly, reduce stress concentrations, avoid thermal distortion, and allow bonds between dissimilar materials. When the primary design requirement involves resisting shear forces—loads acting parallel to the bond line—engineers select specific adhesive joint configurations that maximize surface area, ensure efficient load transfer, and minimize peel or tensile stresses that could weaken the connection. Understanding the various types of adhesive joints suited for shear loading requires a deeper appreciation of how adhesives behave under stress, how joint geometry influences performance, and how careful design ensures that bonds remain long-lasting and safe under real-world conditions.
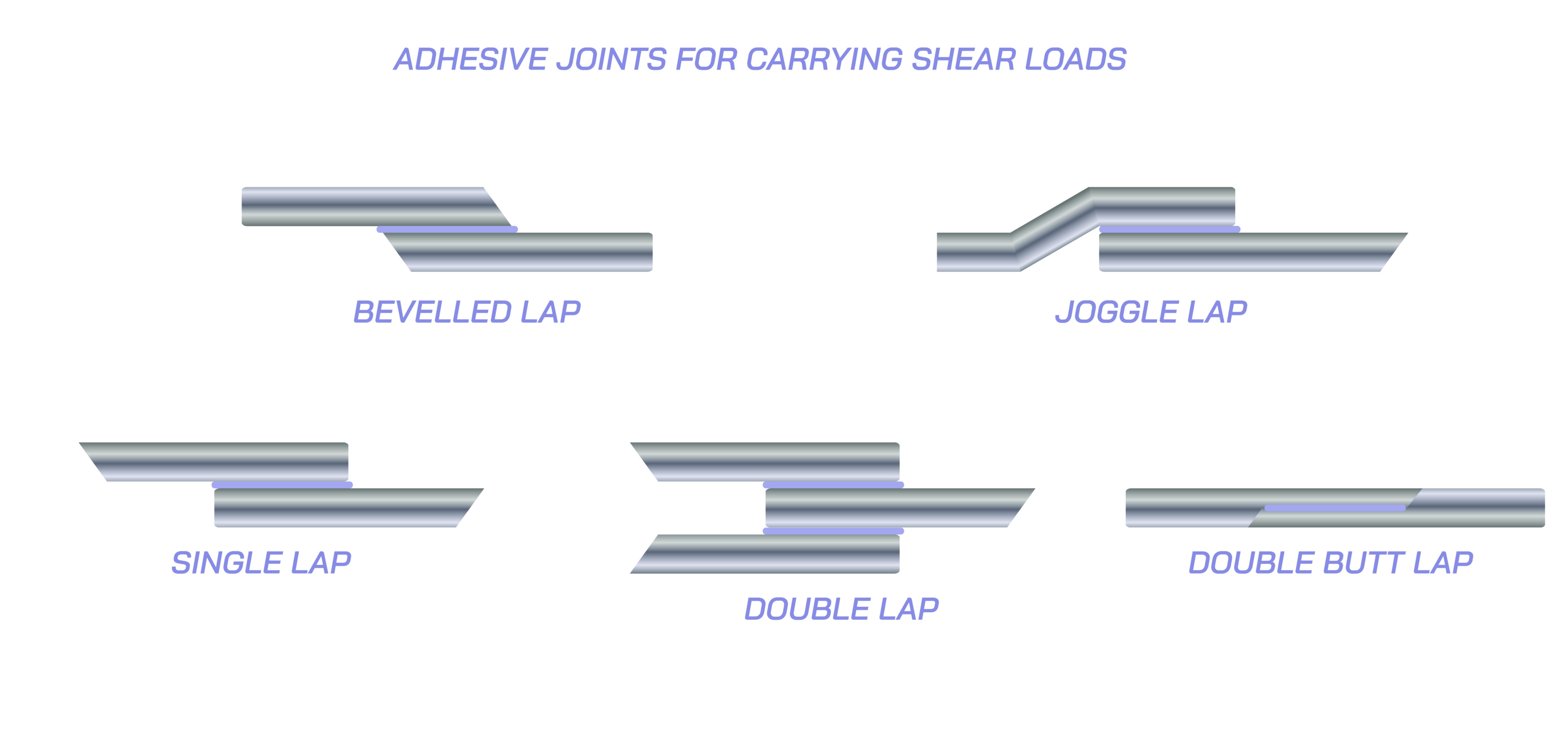
The simplest and most widely used configuration for carrying shear loads is the lap joint, where two adherends overlap one another and the adhesive is applied in the region of overlap. Although straightforward in concept, the lap joint has become a cornerstone of adhesive design because it maximizes shear stress across the bond and avoids high peel stresses that arise when the joint is improperly aligned. The single lap joint, however, does introduce eccentricity because the load path does not pass through the centroid of the overlapping elements, creating a bending moment that adds transverse stresses. While this is manageable for many applications, it limits the structural efficiency when the adherends are thin or highly flexible. Engineers counter this limitation with careful design choices such as increasing bond length, adjusting thickness, selecting tougher adhesives, or adding secondary support where needed. Even in its simplest form, the lap joint remains effective because its geometry produces shear as the dominant stress, which most structural adhesives are optimized to resist.
To address the issues of bending and peel stresses in single lap joints, the double lap joint configuration is often chosen for more demanding applications. In this arrangement, a central adherend is sandwiched between two outer adherends, creating two symmetric adhesive layers. This symmetry eliminates the eccentricity present in single lap joints, ensuring uniform distribution of stresses across the adhesive plane and significantly improving load-carrying capacity. Double lap joints are particularly effective for high-strength assemblies because they allow greater control over load paths, reduce stress concentrations, and minimize deflection. They are commonly used in aerospace composite structures, thick automotive panels, and load-bearing components where high structural reliability is required. The double lap joint demonstrates how adhesive joint geometry plays a crucial role in determining performance under shear loads.
Another important shear-carrying joint configuration is the scarf joint, where the adherends are cut or machined at an angle and bonded along an inclined plane rather than overlapped abruptly. This design increases the effective bond area dramatically while minimizing abrupt changes in geometry, which in turn reduces stress concentrations and improves load transfer efficiency. Because scarf joints create a smooth transition between bonded components, they are highly effective in shear-dominated applications and are widely used for bonding composite materials in aerospace components, structural repairs, and high-performance laminates. The angle of the scarf cut is a critical design parameter: smaller angles increase surface area and improve shear strength but require longer bonding lengths, while steeper angles reduce fabrication time but may introduce greater stress intensity. Scarf joints also offer excellent fatigue performance because they distribute stresses more uniformly across the bond line, making them ideal for structures subjected to repeated or cyclic loading.
The step joint represents another geometry aimed at increasing bond area and improving shear performance while maintaining structural thickness. In step joints, one or both adherends are machined into staircase-like steps that interlock when bonded. This increases the effective bonded area, provides mechanical interlocking, and reduces peel stresses compared to simple lap joints. Step joints are particularly useful in composite structures where maintaining fiber continuity is important and where gradual transitions help prevent stress concentrations. They are often used in aerospace structural repairs, bonding of composite patches, and precision assemblies where alignment must be maintained with high accuracy. The geometry of step joints creates multiple shear planes and reduces the likelihood of progressive failure, making them ideal for high-performance structural applications that require robustness under heavy shear loading.
A widely used configuration for both shear and tension resistance is the butt joint with external reinforcement, such as an adhesive-bonded splice or bonded strap. A simple butt joint itself is generally poor under shear because it places adhesive predominantly in tension or peel, but when reinforced with cover plates or splice laminates, it becomes highly effective. In these reinforced butt joints, the attached plates carry shear through multiple bonded layers, creating a shear-transfer mechanism similar to lap joints but without the eccentricity. This design is especially valuable in the bonding of pipes, tubes, rods, and panels where a seamless external surface is desired or where geometric constraints prevent traditional lap geometries. Reinforced butt joints are common in aerospace fuselage repairs, bonded stiffeners, marine hull rehabilitation, and pipeline rehabilitation systems, demonstrating how innovative reinforcement can convert an otherwise weak joint into a high-performance shear-carrying configuration.
Beyond these classical joint types, modern engineering increasingly employs adhesive-bonded tongue-and-groove joints, adhesive-bonded dovetail joints, and other interlocking geometries that create substantial shear contact surfaces. These joints combine geometric interlocks with adhesive strength, allowing shear loads to be carried not only through the adhesive layer but also through mechanical form. Such hybrid mechanisms are particularly useful for composite-to-metal interfaces, high-load bonded carpentry, advanced polymer assemblies, and structural plastics used in transportation and manufacturing. The presence of mechanical interlocking reduces sensitivity to adhesive defects and enhances uniformity of stress distribution, making these joints more durable under harsh loading conditions.
The effectiveness of any shear-carrying adhesive joint also depends heavily on the quality of surface preparation, adhesive selection, and curing conditions. Even the most optimized joint geometry fails if adherend surfaces are contaminated, improperly roughened, or poorly primed. Adhesives rely on both chemical adhesion and mechanical interlock with the surface; thus, surface treatments such as sanding, grit blasting, chemical etching, or plasma activation significantly increase bond performance. When the goal is high shear strength, structural adhesives such as epoxies, urethanes, acrylics, and high-performance toughened systems are preferred because they offer superior cohesion, temperature resistance, and long-term durability. The adhesive’s ability to resist creep is also crucial, especially in shear-driven joints, because prolonged loading can lead to gradual deformation. Proper curing ensures that the adhesive achieves its designed mechanical properties; inadequate curing creates weak joints regardless of geometry.
The geometry of bonded joints also influences their behavior under environmental conditions. Temperature changes, moisture exposure, UV radiation, and chemical environments can affect the performance of adhesives by altering stiffness, reducing bond strength, or accelerating degradation. Joint types designed to carry shear loads, particularly scarf and step joints, tend to perform better under environmental variations because of their distributed stress patterns and larger adhesive areas. Meanwhile, joints such as single lap joints may become more vulnerable to environmental attack if peel stresses increase due to moisture-induced swelling or thermal expansion differences between materials. Understanding these interactions ensures that engineers choose the right joint type for long-term service conditions.
In dynamic or fatigue-loaded structures, shear-carrying adhesive joints must not only handle static loads but also resist oscillating stresses over millions of cycles. Scarf joints, double lap joints, and reinforced butt joints are particularly effective in fatigue conditions because they minimize abrupt stress changes. Conversely, simple lap joints may experience weakening over time due to bending-induced peel stresses that accumulate under cyclic loading. This distinction becomes critical in aircraft wings, vehicle chassis bonding, offshore equipment, and wind turbine blades, where fatigue performance governs the safety and service life of the entire system.
Finally, adhesive joint types optimized for shear loads contribute to modern engineering’s shift toward lighter, safer, and more efficient structures. They enable bonding of dissimilar materials—such as carbon fiber with aluminum or steel with composites—supporting the development of lightweight assemblies that would be difficult or impossible to connect using traditional mechanical fasteners. By eliminating holes, welds, and localized heat effects, adhesive joints preserve material integrity and allow engineers to distribute loads more uniformly. As structures continue to evolve toward greater efficiency and mixed-material design, shear-optimized adhesive joints will remain key elements supporting strength, durability, and innovation.
In essence, the various types of adhesive joints used for carrying shear loads—from lap joints and double lap joints to scarf joints, step joints, reinforced butt joints, and interlocking hybrid configurations—reflect the vast adaptability of adhesive bonding in modern engineering. Each joint type brings advantages suited to specific loading requirements, environmental conditions, manufacturing constraints, and performance expectations. Together, they highlight the sophisticated balance between geometry, material science, surface engineering, and structural mechanics that defines adhesive joint design.