Coal is not only an important source of energy but also a valuable raw material for producing a wide range of useful substances. When coal is heated strongly in the absence of air, a process known as carbonization or destructive distillation, it breaks down into several solid, liquid, and gaseous products. These substances are collectively known as the by-products of coal. The recovery and utilization of coal by-products form the foundation of many chemical and metallurgical industries, making coal processing far more significant than simple fuel combustion.
The main by-products of coal obtained during carbonization are coke, coal tar, coal gas, and ammonia. Each of these products has distinct physical and chemical properties and serves specific industrial and domestic purposes. The carbonization process typically takes place in coke ovens, where coal is heated to very high temperatures without oxygen. This prevents burning and instead causes thermal decomposition, releasing volatile components and leaving behind solid carbon-rich material.
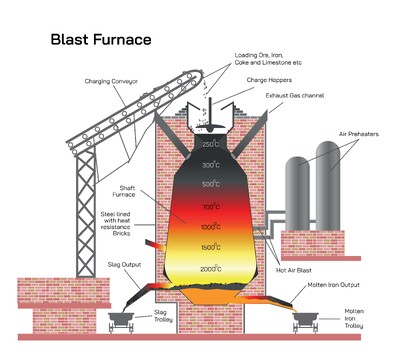
Coke is the most important solid by-product of coal. It is a hard, porous, black substance composed mainly of carbon. Coke is produced when volatile matter is driven out of coal during high-temperature carbonization. Its porous structure allows gases to pass through easily, while its strength enables it to support heavy loads. These properties make coke an essential material in the iron and steel industry. In blast furnaces, coke acts as both a fuel and a reducing agent, providing heat and helping to remove oxygen from iron ore to produce molten iron. Coke is also used in foundries, non-ferrous metal smelting, and as a fuel in certain industrial furnaces.
Coal tar is a thick, black, viscous liquid obtained by cooling the volatile vapors released during coal carbonization. It is a complex mixture of hundreds of organic compounds, including aromatic hydrocarbons. Coal tar is an extremely valuable chemical raw material. Through fractional distillation, coal tar is separated into various useful fractions, each with its own industrial applications. These fractions are used in the manufacture of synthetic dyes, drugs, explosives, perfumes, plastics, and pesticides. Coal tar is also widely used in road construction for making tar roads, roofing materials, waterproof coatings, and wood preservatives. In medicine, certain coal tar derivatives are used to treat skin conditions due to their antiseptic properties.
Coal gas, also known as coke oven gas, is a combustible gaseous by-product formed during the carbonization of coal. It consists mainly of hydrogen, methane, carbon monoxide, and small amounts of other gases. Coal gas has a high calorific value and burns with a clean flame, making it an excellent fuel. Historically, coal gas was widely used for domestic lighting and cooking before the widespread adoption of natural gas and electricity. In modern industries, coal gas is reused as a fuel to heat coke ovens, power plant equipment, and other industrial processes. Reusing coal gas improves overall energy efficiency and reduces waste.
Ammonia is another important by-product of coal carbonization. It is obtained from the nitrogen compounds present in coal that are released as gases during heating. When these gases are passed through water, ammonia dissolves and can be recovered in the form of ammonium compounds. Ammonia is primarily used in the production of fertilizers, such as ammonium sulfate, which are essential for modern agriculture. It is also used in the manufacture of nitric acid, explosives, cleaning agents, and various industrial chemicals. The recovery of ammonia highlights the role of coal processing in supporting food production and chemical manufacturing.
In addition to these main by-products, coal processing also yields several secondary substances that have commercial value. Benzene, toluene, and naphthalene are obtained from coal tar fractions and are used as solvents, chemical intermediates, and raw materials for plastics and synthetic fibers. These compounds play a critical role in the chemical industry and contribute to the production of everyday products such as detergents, rubber, and resins.
The importance of coal by-products lies in their ability to maximize resource utilization. Instead of wasting volatile components released during coal heating, modern coke oven plants are designed to capture and process them efficiently. This integrated approach reduces environmental pollution, improves energy efficiency, and provides valuable materials for multiple industries. Coal by-products support sectors such as steelmaking, agriculture, construction, pharmaceuticals, textiles, and energy production.
From an economic perspective, the sale and use of coal by-products significantly enhance the value of coal. Industries based on coal chemicals create employment opportunities and contribute to industrial growth. By-product recovery plants are an essential part of modern coke oven batteries, ensuring that coal is utilized as completely as possible.
Coal is far more than a simple combustible fuel; it is a complex raw material that forms the backbone of numerous industrial, chemical, and metallurgical processes. When coal is heated strongly in the absence of air, it undergoes a transformation known as carbonization or destructive distillation. Instead of burning, the coal decomposes into a range of solid, liquid, and gaseous products. These substances, known collectively as coal by-products, have immense industrial value and have played a crucial role in the development of modern industry. The systematic recovery and utilization of these by-products allow coal to be used with maximum efficiency, turning a single natural resource into multiple valuable outputs.
The carbonization of coal is typically carried out in specially designed coke ovens, where coal is heated to temperatures of about 1,000 to 1,100 degrees Celsius without oxygen. Under these conditions, the complex organic compounds in coal break down into simpler substances. Volatile materials are driven off as gases and vapors, while a solid carbon-rich residue remains behind. Modern coke oven plants are designed not only to produce coke but also to capture, cool, clean, and separate the volatile products into useful by-products. This integrated process transforms coal into a central feedstock for a wide range of industries.
Coke is the most important solid by-product of coal carbonization. It is a hard, porous, and black material composed mainly of carbon. The removal of volatile matter during carbonization gives coke its strong and porous structure. These characteristics make coke uniquely suited for metallurgical applications. In blast furnaces used for iron and steel production, coke performs three critical functions simultaneously. It acts as a fuel by burning to generate the high temperatures needed to melt iron ore, it serves as a reducing agent by removing oxygen from iron oxides, and it provides mechanical support to maintain permeability within the furnace, allowing gases to flow freely upward. Without coke, traditional blast furnace ironmaking would not be possible.
Beyond iron and steel production, coke is also used in foundries for casting metals, in non-ferrous metal smelting, and in various industrial furnaces that require a high-temperature, low-impurity fuel. Certain forms of coke are used in the manufacture of electrodes, carbon products, and in chemical processes where pure carbon is required. The strength, heat resistance, and chemical stability of coke make it a critical industrial material rather than just a fuel.
Coal tar is one of the most chemically complex and valuable by-products of coal carbonization. It is obtained by cooling and condensing the vapors released when coal is heated. Coal tar is a thick, black, viscous liquid that contains hundreds of organic compounds, primarily aromatic hydrocarbons. Because of this complexity, coal tar serves as a fundamental raw material for the chemical industry. Through a process known as fractional distillation, coal tar is separated into various fractions, each with specific boiling ranges and industrial uses.
The lighter fractions of coal tar yield chemicals such as benzene, toluene, and xylene, which are essential solvents and intermediates in the manufacture of plastics, synthetic fibers, resins, detergents, and pharmaceuticals. Middle fractions provide naphthalene and phenols, which are used in moth repellents, dyes, disinfectants, and chemical synthesis. Heavier fractions produce pitch, which is widely used in road construction, roofing, waterproofing, and as a binding material in electrodes and carbon blocks. Coal tar and its derivatives have also found applications in medicine, particularly in the treatment of certain skin conditions, due to their antiseptic and anti-inflammatory properties.
Coal gas, also known as coke oven gas, is a gaseous by-product formed during coal carbonization. It is composed mainly of hydrogen, methane, carbon monoxide, and small quantities of other gases. Coal gas has a high calorific value and burns with a clean and steady flame. Historically, coal gas played a revolutionary role in urban life, as it was widely used for street lighting, domestic cooking, and heating before the widespread availability of electricity and natural gas. Entire gas distribution networks were once built around coal gas production.
In modern industrial settings, coal gas continues to be highly valuable. Instead of being released into the atmosphere, it is collected, purified, and reused as a fuel within steel plants and other industrial complexes. Coal gas is commonly used to heat coke ovens, power boilers, and fuel furnaces, thereby improving overall energy efficiency. In addition, coal gas serves as a raw material for producing hydrogen, ammonia, methanol, and other important industrial chemicals. Its reuse reduces fuel costs and minimizes waste, making it an essential component of integrated energy systems.
Ammonia is another significant by-product recovered during coal carbonization. Coal contains nitrogen, which is released as nitrogen-containing gases when coal is heated. These gases are passed through water or chemical solutions, allowing ammonia to be absorbed and recovered in the form of ammonium compounds. Ammonia is a cornerstone of the modern chemical industry, with its most important application being the manufacture of fertilizers. Ammonium sulfate and other nitrogen-based fertilizers derived from coal ammonia are essential for modern agriculture, supporting crop growth and global food production.
In addition to fertilizers, ammonia is used in the manufacture of nitric acid, explosives, cleaning agents, refrigerants, and numerous industrial chemicals. The recovery of ammonia from coal highlights how coal processing contributes not only to energy and metallurgy but also to agriculture and chemical manufacturing. This connection underscores the far-reaching impact of coal by-products on everyday life.
Apart from the main by-products, coal carbonization also yields a range of secondary products that are economically important. Substances such as benzene, toluene, phenol, cresols, and naphthalene form the building blocks of countless industrial products. These compounds are used to make synthetic rubber, dyes, paints, plastics, fibers, adhesives, pesticides, and pharmaceuticals. Many everyday items, from clothing and packaging to medicines and cleaning products, can trace their origins back to coal by-products.
The recovery and utilization of coal by-products represent an early example of industrial efficiency and circular resource use. Instead of allowing valuable gases and liquids to escape as waste, modern coke oven plants are designed to capture and process them systematically. This approach not only increases the economic value of coal but also reduces environmental pollution by controlling emissions. By-product recovery plants are therefore an essential part of coke oven batteries and integrated steelworks.
From an economic standpoint, coal by-products significantly enhance the profitability of coal processing. The sale of coke, chemicals, fertilizers, and fuels creates multiple revenue streams from a single raw material. Industries based on coal by-products provide employment, support technological development, and contribute to national economies. Even as the world explores alternative energy sources, the industrial importance of coal by-products remains significant, especially in regions where coal-based industries are deeply established.
In summary, the carbonization of coal transforms it into far more than just a source of heat. Through the production of coke, coal tar, coal gas, ammonia, and numerous secondary chemicals, coal becomes a foundation for metallurgy, chemical manufacturing, agriculture, construction, and energy systems. The effective recovery and use of coal by-products maximize resource utilization, reduce waste, and support a wide range of industrial activities. This multifaceted role makes coal processing a cornerstone of industrial development and highlights why coal has remained one of the most influential raw materials in modern history. The by-products of coal obtained through carbonization include coke, coal tar, coal gas, and ammonia. Coke is essential for iron and steel production, coal tar serves as a source of numerous chemicals and construction materials, coal gas provides a valuable fuel, and ammonia supports fertilizer and chemical industries. Together, these by-products demonstrate that coal is not just a fuel but a vital industrial resource whose derivatives play a crucial role in modern civilization.